




 扫一扫
扫一扫

一、 模具钢:20Cr 20CrH
Cr12 Cr12MoV SKD11 DC53 Cr12Mo1V1 P20 718(H) H13
4Cr5MoSiV1 NAK80 S136(H) SKD61 DAC SLD 2738 2311 2316 2083 8407 M2 SKS3 O1(油钢) A2 A3 S45C
二、 齿轮钢、轴承钢
15CrMo 20CrMO 22CrMoH 20CrMnMo 20-30CrMnTi 20CrNiMo 8620 GCr15 SUJ2 G20CrNiMo
G20CrNi2Mo 25CrNiMoV 25Cr2MoV 17CrNiMo6 34CrNiMo6 30CrNiMo8
三、 军工特钢:
40CrNiMoA
45CrNiMoV 20Ni4Mo 30CrMnSiA 35CrMnSiA 38CrSi 12CrNi3A 20CrNi3A 30CrNi3A
34-37CrNi3A 34-37CrNi3MoA PCrNiMoA PCrNiMoA PCrNi3MoA 12Cr2Ni4A
20Cr2Ni4A 18-25Cr2NI4WA
四、 高强度合金结构钢
20Cr 40Cr 30CrMo 35CrMo 42CrMo 20-30-40CrMnMo 38CrMoAL 27SiMn
五、 低合金结构钢、易切削钢
16Mn Q345B Q345D Q235 20-30Mn 20-45Mn2 15CrMn 20CrMn 16MnCr5(德国) 20MnCr5 Y15
Y15Pb 1215 1018 12L14
六、 弹簧圆钢、冷拉光圆、盘圆
65Mn 60Si2Mn 50CrV 60Si2CrV SUP7 SUP10(日本)
七、 不锈圆钢
1Cr13 2Cr13 3Cr13 4Cr13 304 321 630 9Cr18Mo 9Cr18MoV 4Cr9Si2
八、高速工具钢
W18Cr4V W6Mo5Cr4V2 碳工钢 T8-T10 合工钢 CrWMn 9CrSi 3Cr2W8V


山东顺泽公司销售网络遍及二十多个省市。并以过硬的质量远销中东、东南亚、非洲、南北美洲等地。
以优异的服务 , 优质的产品赢得了广大客户的赖。我公司将凭借良好的誉 , 雄厚的实力 ,
优质的产品 , 低廉的价格,服务于广大用户,愿与广大新老用户携手共进,共创伟业。
我们的宗旨:“以质量求生存,以誉求发展”。
我们的经营理念:“以诚为本,客户至上 ”。
1.牌号:27SiMn


新策钢管有限公司坚持走 淄博液压油缸管厂家、的高科技化道路,在技术、机制、管理上不断的持续改进和创新,使公司始终走在 淄博液压油缸管厂家、市场的前沿。
企业宗旨:科技创新品 恒心塑品牌
质量方针:创新拼搏 诚信高效
服务宗旨:快速响应 服务至上
员工价值观:有企业才有自我,有奉献才有收获 有事业才有价值,有拼搏才有快乐
企训:创业难,需要百倍的付出 守业难,需要百倍的精心 拓业难,需要百倍的坚强


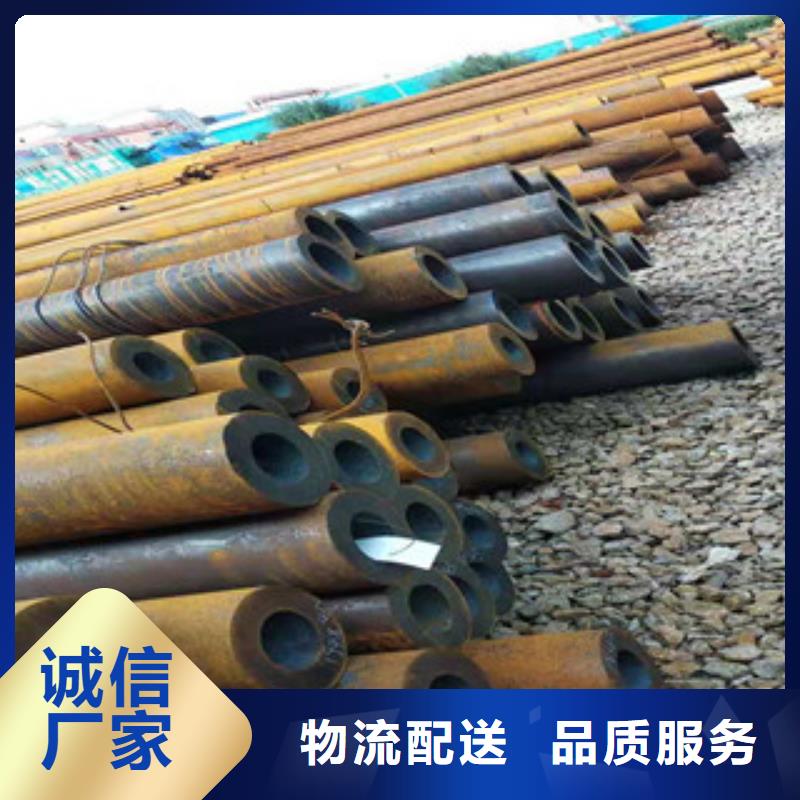
无缝管制造工艺
热轧、冷拔、热扩27SiMn无缝钢管
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清掉表面缺xian,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。27simn无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及须离线处理。因此它在高压、机械结钢管。



技术支持:tywgg.com